|
|
Die Casting Machine For Brass Alloy Faucets Sanitary Ware Accessories
| Brand Name: | DZ |
| Model Number: | HZ-450 |
| MOQ: | 1 set |
| Price: | Negotiable |
| Packaging Details: | International standard seaworthy package, wooden cases and plastic film will be pack or as your requirement for die casting machine. |
| Payment Terms: | L/C, T/T, Western Union |
brass die casting machine
,copper die casting machine
Automatic Zinc Die Casting Machine For Brass And Zinc Alloy Faucets Sanitary Ware Accessories
Die Casting Machine Main Function Features
Machines are suitable for producing faucet,household appliances,plumbing fittings,hardware,sanitary ware,auto parts which gravity model casting with brass,zinc,aluminium,steel,iron ore and alloy,ferrous metal and non-ferrous metal.
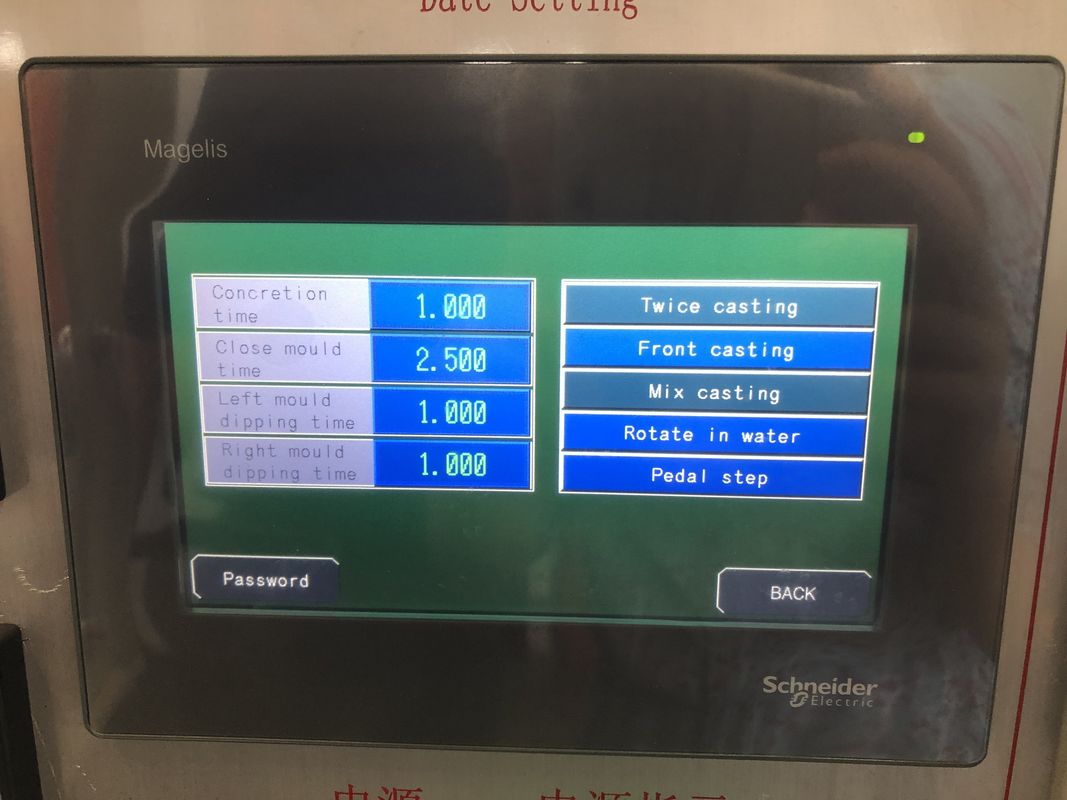
1.Circuits are all controlled by PLC,data setting adopts touch screen ,electrical components areimported from Japan and hydraulic components are as well imported from outside.
2. For gravity model casting with brass and ferroalloy.
3. Front casting,lateral casting and secondary casting are optional.
4. Individual cooling time of model is adjustable.
5. The dismantling ,assembly and cleaning of model are convenient.
6. Two functions of manual and automatic circulation are available.Totalizing counter and preset counter are arranged to record the piece number of on duty production.
7. Adjustment range of model is defined to make the using of different models easy and reduce requirement of model's exterior physical dimension.
8.This casting machine can store 100 sets model casting operation programs and you can set your password.
| Analysis advantages&disadvantages of LPDC&GDC | ||||
| Code | Process | Detail | LPDC | GDC |
| 1 | Equipment and technological process | Furnace | 1.Stepless power adjustment; 2.The temperature rose steadily and high precision control performances. | 1.The adjustment of power and pressure is graded; 2.The accuracy of temperature control is very poor that affect product quality. |
| 2 | Manipulator | Automatic pouringAutomatic feeding | Manual operation | |
| 3 | Graphite Bath | Able to control heating and cooling,Ensure mould temperature balance. | Water temperature varies greatly,Mold temperature is difficult to control. | |
| 4 | Operation | 1.Manualadded in sand core; 2.Automatic pouring; 3.Better working conditions and lower labor intensity for worker | 1.Manualadded in sand core; 2.manualpouring.High labor intensity; 3.Effluent gas during pouring has an effect on human body. | |
| 5 | Forming Process | 1.Add compressed air to a sealed furnace,the zinc liquid rises along the riser under pressure,then Smoothly enters the mold cavity through the gate,and hold the pressure until the casting solidifies; 2.Finally, the air pressure is discharged so that the unsolidified zinc liquid in the riser tube flows back to the furnace. | The copper fluid is injected into the mold by gravity. | |
| 6 | Efficiency | The production time of a single mold takes 60 seconds,Depending on the size of the product, usually one mold can produce more than one product. | The production time of a single mold takes 45 seconds,But one mold only produce one product.(manual operation and manualadded in sand core thatonly suitable for products of less than 500g) | |
| 7 | Quality | The temperature of the liquid metal | The temperature error is less than 10°,and the product has high pass rate. | The temperature error is very large,and the product has low pass rate. |
| 8 | mold temperature | stabilization | The change of mold temperature is big | |
| 9 | Pouring | Automatic pouring | Manual operation,Cause the product quantity unsteady thus and directly, the quality is lowly. | |
| 10 | The influence of forming mode on product quality | 1.Liquid metal filling forming,stable performance; 2.The molding effect is very good to products with complex structures and larger.Also can reduce casting thickness and raw material cost. | Rely on metal liquid gravity flow molding | |
| Burning loss rate of brass | Because smelting in the sealed state is not easy to oxidize, the burning loss rate is only 1.5%. | 4% | ||
Click the link to view video:
https://www.youtube.com/watch?v=wfANIO7Hw-w&list=UUMEJdKjNOuRhrF8Kyh8fX_A&index=14

