|
|
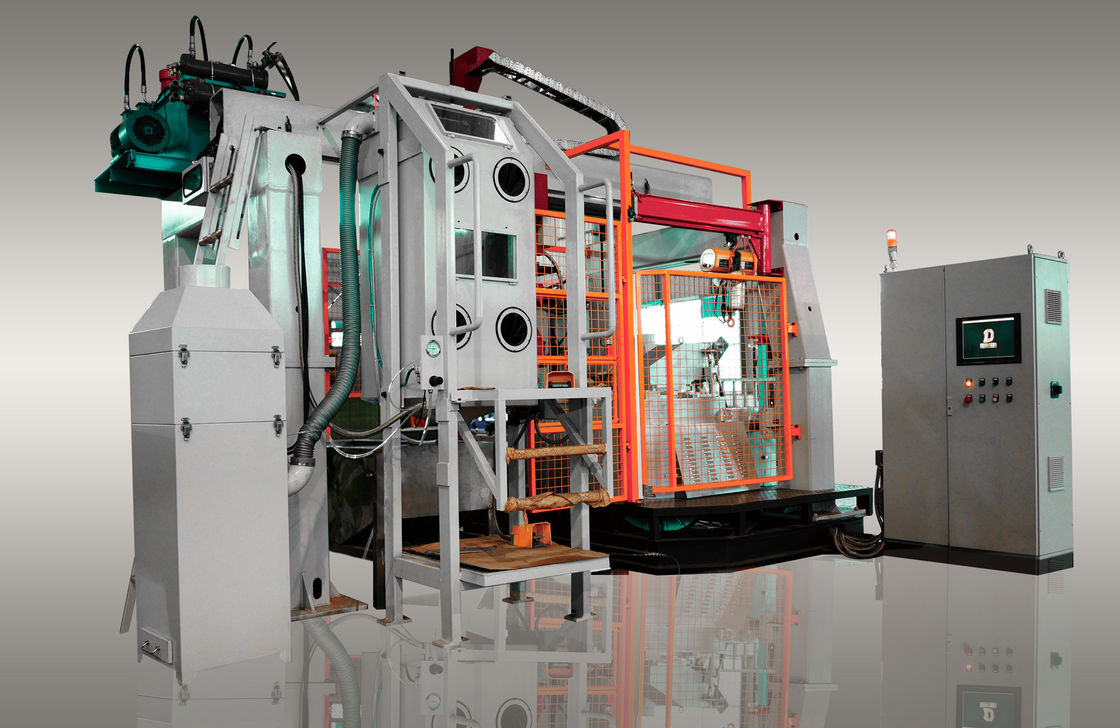
High Efficiency Low Pressure Die Casting Machine / LPDC Machine Compact Modular Design
| Brand Name: | DZ |
| Model Number: | LPDC |
| MOQ: | 1 set |
| Price: | Negotiable |
| Packaging Details: | wood |
| Payment Terms: | L/C, T/T, Western Union |
aluminium pressure die casting machine
,brass pressure die casting machine
High Efficiency LPDC Machine Compact Modular Design With Integrated Induction Melting
1. The pressure and speed during pouring can be adjusted, so it can be applied to all kinds of different castings (such as metal mold, sand mold, etc.), casting all kinds of alloys and castings of all sizes.
2. The bottom injection mold filling is adopted, the liquid metal mold filling is stable, no splash phenomenon, can avoid the gas involved and the erosion of the mold wall and core, improve the qualified rate of casting.
3. Casting crystallization under pressure, casting compact structure, clear outline, smooth surface, high mechanical properties, especially for large thin wall casting.
4. Metal utilization can be improved to 90~98% by eliminating feeding riser.
5. Low labor intensity, good working conditions, simple equipment, easy to achieve mechanization and automation.
6. Casting efficiency is very high.(85~95%) because there is no riser and runner, the gate is small, so the material cost and processing time can be greatly reduced.
7. Easy to form directional solidification, less internal defects.
8. Less involvement of gas and sundries.The pressure velocity can be changed and the liquid is filled by laminar flow.
9. Sand core can be used.
10. Easy to achieve automation, can be multi - Taiwan operation, multi - process operation.
11. It is not affected by the proficiency of the operator.
|
II: TECHNICAL PARAMETERS |
|||
|
1 |
BASIC EQUIPMENT |
ONE MANIPULATOR |
TWO MANIPULTORS |
|
1.1 |
INDUCTION FORNACE |
|
|
|
|
CHANNEL INDUCTION FURNACE |
3 INDUCTORS |
3 INDUCTORS |
|
|
CAPACITY |
1800 KG |
1800KG |
|
|
MELTING CAPACITY |
350 KG/H |
520 KG/H |
|
|
POWER COSUMPTION |
3*35 KW |
2*80 KW |
|
|
POWER CONSUMTION @ TEMEPRATURE HOLDING 950℃ |
35KW |
35KW |
|
|
Max.Temp. of Furnace |
1250℃ |
1250℃ |
|
1.2 |
MANIPULATOR |
1, LINEAR GUILDING |
2, ROTARY |
|
|
Max. Speed of Manipulator(S) |
20 meters/min. |
35° / Sec. |
|
1.3 |
HYDRAULIC AGGREGATE |
SERVO MOTOR: 1* 7.5KW |
SERVO MOTOR: 2*7.5KW |
|
|
OIL |
Ethylene glycol |
|
|
|
CYLINDRES |
Graphite: 63*100*2 sets |
|
|
|
NOMINAL WORKING PRESSURE |
8MPa |
|
|
|
HYDRAULIC OIL TEMPERATURE |
≤52 ℃ |
|
|
1.4 |
WATER DISTRIBUTION UNIT |
|
|
|
|
Cooling water for furnace coils, graphite bath and hydraulic system |
|
|
|
|
PH value |
7~8.5 |
|
|
|
Water Pressure |
3-5 bar |
|
|
|
Water temperature |
20±2 ℃ |
|
|
|
Water Flow |
≥15L/Min ≤80L/Min |
|
|
1.5 |
AIR PRESSURE UNIT |
|
|
|
|
Compressed air for die cleaning, pnematic valves, furnace cleaning, casting and security valves etc. |
|
|
|
|
Compressed air pressure |
0.6Mpa |
|
|
|
Compressed air consumption |
15㎥ /H |
|
|
|
|
|
|
|
1.6 |
DRIVE UNIT |
|
|
|
|
SERVO MOTOR: |
1* 7.5KW |
|
|
1.7 |
FURNACE COVER |
|
|
|
|
1 RISER TUBE FLANGE |
|
|
|
|
2 PROTECTION TUBES FOR THERMOCOUPLES |
|
|
|
|
1 RISER TUBE |
|
|
|
|
1 CERAMIC SEALING |
|
|
|
|
1 CHARGING TUBE AND COVER FOR MANUALLY OPENING |
|
|
|
|
|
|
|
|
1.8 |
GRAPHITE BATH |
1 |
1 |
|
|
Temperature controlled coating bath, SS316L material |
||
|
1.9 |
GAS BURNER |
|
|
|
|
Gas burner mounted on the furnace cover for riser tube heating and pre-heating. |
||
|
1.1 |
CONTROL AND POWER CABINET |
|
|
|
|
PLC CONTROL |
Siemens S7/300 |
|
|
|
HMI (TOUCH SCREEN) |
1 |
|
|
|
OUTER DIMENTIONS (L*W*H ) |
1200*500*1800mm |
|
|
1.12 |
REMOTE SYSTEM |
|
|
|
|
PC via Team Viewer and Internet connected |
||
|
2 |
MAIN OPTIONS |
ONE MANIPULATOR LD5540-D |
TWO MANIPULTORS LD5540-S |
|
2.1 |
PIECE REMOVAL UNIT |
|
|
|
|
Automatically removal unit, equipped with a receiving car to transport the castings to storage trolley directly. |
1 |
1 |
|
2.2 |
SHOT BLASTING DEVICE |
|
|
|
|
Copper powder blasting for dies cleaning; |
1 |
1 |
|
2.3 |
FILTER AND SUCTION UNIT FOR CASTING VALVE |
|
|
|
|
For zinc oxid dust suction to cleaning furnace |
||
|
2.4 |
CRANE WITH ELECTRIC HOIST |
500 KG |
500KG |
|
2.5 |
PNEUMATIC OPENING OF THE CORE INSERTING WINDOW |
|
|
|
|
Automatically opening by a pneumatic cylinder; Manually closing after core setting is finished. |
||
|
3 |
ELECTRICAL OPTIONS |
ONE MANIPULATOR LD5540-D |
TWO MANIPULTORS LD5540-S |
|
|
|
|
|
|
3.1 |
EMERGENCY POWER CONTACTOR |
1 |
|
|
|
With emergency stop buttons; for security purpose: there is automatic locked doors and complete fence unit. |
|
|
|
3.2 |
SPECIAL CABLES |
10 M |
|
|
|
|
|
|
|
4 |
DIE OPTIONS |
ONE MANIPULATOR LD5540-D |
TWO MANIPULTORS LD5540-S |
|
4.1 |
DIE FLANGES |
|
|
|
4.2 |
TEMPERATURE MEASURMENT OF THE DIES |
PID control |
|
|
4.3 |
TEMPERATURE MEASURMENT GRAPHITE BATH |
PID control |
|
|
4.4 |
PUMP CIRCUIT FOR CONTINUOUS CLEANING OF THE GRAPHITE BATH |
|
|
|
4.5 |
Max. Die Dimensions |
550*400mm |
|
|
4.6 |
Max. Die Thickness |
2-70mm |
|
|
4.7 |
Max. Die Opening stroke |
370mm |
|
|
4.8 |
Max. Die Weight |
200KG |
|
|
4.9 |
Max. force of die closing |
1500KG |
|
|
4.1 |
Max. force of ejector |
500KG |
|
|
4.11 |
Max. die ejector stroke |
50mm |
|
|
5 |
HEATING GAS OPTIONS |
ONE MANIPULATOR LD5540-D |
TWO MANIPULTORS LD5540-S |
|
5.1 |
Propane Pressure |
0.5 bar |
|
|
5.2 |
Propane flow |
0.225 m3 / h |
|
|
6 |
UTILITIES OPTIONS |
ONE MANIPULATOR LD5540-D |
TWO MANIPULTORS LD5540-S |
|
6.1 |
Equipment Size: L*W*H |
6500*6000*3400mm |
7000*7000*3687mm |
|
6.2 |
Total Weight |
13T |
|
|
6.3 |
Total Power |
125KW |
180KW |
|
6.4 |
Operating Voltage |
380V |
380V |
![]()
Click the link to view video:

